Der G10 im Vorbild und Modell
Lange hat es gedauert, bis die Industrie einen maßstäblichen G10 heraus gebracht hat -
und nun gibt es gleich zwei hervorragende Modelle vom meist gebauten Güterwagen in Deutschland.
Das Vorbild:
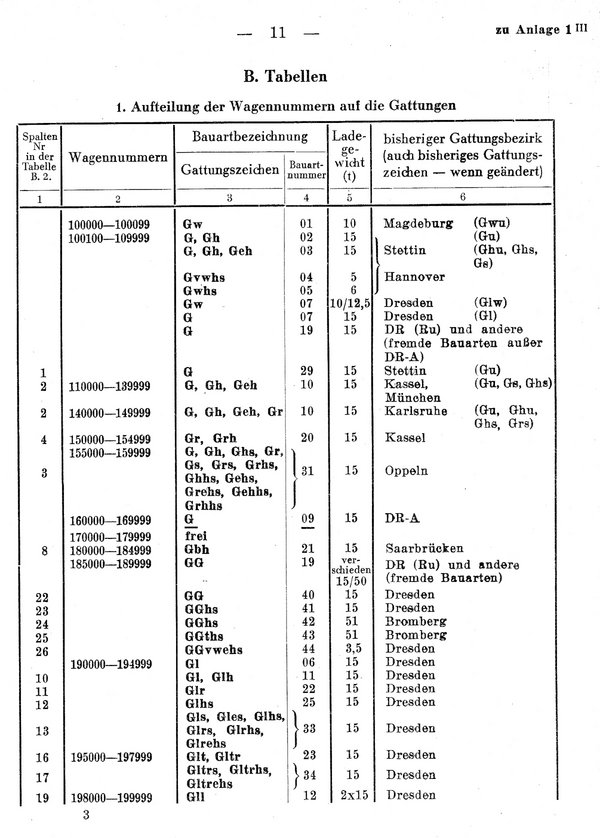
Von den ab 1910 bis 1927 gebauten 121'770 Wagen gelangten noch rund 40'000 Stk zur DB (Stand 1953). Dort wurden sie in die Nummerngruppen 110 000…139 999 (Wagen ohne Bremserhaus) und 140 000…145 999 (Wagen mit Bremserhaus) eingereiht. Ab 1955 wurden rund 13.000 Gms 54 unter der Verwendung von Teilen zerlegter G10 aufgebaut.
(Quelle und nähere Infos: S. Carstens Güterwagen Band 1)


Das Petau Modell:
Dieser Bericht ist keine komplette Baubeschreibung, sondern soll viel mehr zeigen, was man beim Bau unbedingt beachten sollte und was an dem ohnehin schon beinahe perfekten Bausatz noch verfeinert werden kann.
Bevor man sich an den Bau des Wagens macht, sollte man sich darüber im Klaren sein, dass der Bau dieses Wagens kein Kinderspiel ist und mit dem Bau einer Weinert-Lok nicht zu vergleichen ist.
Wagenkasten und Dach
Der Wagenkasten läst sich mittels der beiliegenden Lötlehren sehr genau ausrichten, es muss allerdings tunlichst darauf geachtet werden, dass die Unterkanten der vier Wagenkastenteile auf einer Höhe liegen. Das Dach muss vor dem Verlöten vollkommen bündig mit den Rundungen des Wagenkastens abschießen um eventuell auftretende Spannungen zu vermeiden. Nachdem der Dachüberstand mit der ebenfalls beigefügten Lehre auf Maß gebracht worden ist, empfiehlt es sich, mit einer großen Feile einmal über die vier Dachkanten zu fahren, damit diese wirklich gerade sind.
Um die Spannungen, die durch das einseitige Löten auf den Seitenwänden auftretenden, auszugleichen haben wir in die Mitte des Wagenkastens ein Querblech eingelötet. Dieses verhindert die Wölbung nach innen und nimmt somit den Seitendruck vom Fahrwerksrahmen.
Knotenbleche
Laut Bauanleitung sollen die Knotenbleche zuerst aufgelötet und anschließend eingedrückt werden. Nur leider ist es in der Realität eher so, dass die Zwischenräume unter den Knotenblechen mit Zinn zulaufen und ein Eindrücken unmöglich machen. Deshalb empfiehlt es sich, die Knotenbleche zuvor mit einer Zange in Form zu biegen, was sich, zugegeben, an Türen etwas schwieriger gestaltet, aber durchaus machbar ist.
Griffstangen
Die gesamten Griffstangen des Wagens wurden, entgegen der Bauanleitung, nicht einfach nur als U-Bügel in die entsprechenden Löcher gelötet, sondern alle einzeln nach der in HP1 Nr. 17 beschriebenen Methode mit Flansch und Niete versehen. Das macht zwar eine Menge Arbeit, der optische Eindruck sucht aber seinesgleichen.
Türabdeckblech
Die Abdeckbleche über den Türen sind für unseren Geschmack etwas zu kurz ausgefallen und wurden daher aus 0,1mm Blech neu angefertigt. Sie reichen nun beidseitig über die Knotenbleche links und rechts der Türen.
Ziehösen
Die seitlich an den Pufferbohlen angeätzten Ziehösen wollen einfach nicht so recht gefallen und von vieren war bis kurz vor dem Lackieren auch nur noch eine vorhanden, weshalb hier durch entsprechende 0,3 mm Drahtbiegeteile Abhilfe geschaffen wurde. Diese lassen sich an auch, richtigerweise, leicht nach innen verschoben anbringen und haben eine wesentlich bessere Tiefenwirkung als die dünnen Blech-teile.
Türverriegelung
Die Riegel selber, als superfeine Ätzteile ausgeführt, sind super dargestellt, nur leider fehlen von Haus aus die entsprechenden Ösen. Diese lassen sich aber mit einfachsten Mitteln ergänzen. Flach gedrückte 0,6 mm Drahtstücke am Ende abgerundet und mit einem 0,3 mm Loch versehen erfüllen diesen Zweck sehr gut.
Türlaufschiene
Um die Türlaufschiene nebst Haltern, oder auch das Nonplusultra der Petau’schen Fräskunst, gerade an zubauen, müssen zuerst zwei Halter zwischen den Kastenprofilen angebracht werden. Ist an ihnen nun die Türlaufschiene angelötet, können alle anderen Halter problemlos an der Schiene ausgerichtet werden.
Bremsanlage
Petau bietet seinen Wagen in der Grundausstattung als reinen Leitungswagen an, zusätzlich bekommt man aber die kompletten Teilesatz für die Bremse (ohne Bremszylinder) bestehend aus etlichen Ätz-, Fräs- und Gussteilen für rund € 18,- direkt bei Petau.
Wer sich dazu entschließt, seinem Wagen eine Bremsanlage zu verpassen, hat zwar einen erheblichen Mehraufwand, dieser zahlt sich aber vollkommen aus.
An den Bremsdreiecken müssen an den Knoten Wellen links und rechts, je ca. 0,8 mm auf den Durchmesser der Wellen herunter gefeilt werden, damit die Bremsbacken später auch in Radebene liegen. Um Kurzschlüsse zu vermeiden, sollten die Bremsbacken von der Innenseite her ausgefeilt werden, um mehr Platz zum Spurkranz hin zu schaffen. Die Bremsbacken werden immer paarweise mit einem Bremsdreieck und zwei Haltern an die Querstreben gelötet und anhand der Laufflächen ausgerichtet. Anstatt für die Montage die Lehre von Petau zu verwenden, haben wir uns dazu entschlossen, die Bremsbacken am eingelegten Radsatz einzupassen. Den entsprechenden Abstand zur Lauffläche erhält man durch unterfüttern der Bremsbacken oder durch die Verwendung eines Raddummys mit entsprechend größerem Durchmesser. Sind alle vier Bremsbacken einer Achse angebracht, kommen die Bremshebel an die Reihe. Hier ist es hilfreich, alle entsprechenden Teile unverlötet auf Drähte aufzufädeln und deren Enden platt zu quetschen. Dieses «Kunstwerk» kann nun relativ einfach auf die Bremsdreiecke geschoben, mit dehnen ausgerichtet und verlötet werden. Die Fangschlaufen aus 0,1 x 0,5 mm Blechstreifen beenden die Arbeiten an den Bremsbacken.
Der Bremszylinder von Weinert wird unter zwei 3,8 mm vom Außenlangträger entfernte 0,3 x 1mm L-Profile, über die mittleren drei Querträger gelötet. An den Bremszylinder werden nun zwei Zugstangen sowie alle im Original vorhandnen Luftleitungen angeschlos-sen. Bremsumstellhebel, z.B. als Ätzteil von Weinert, nebst Wellen und die Notlösezüge aus 0,2 mm Draht vervollständigen die Bremsanlage.
(Auszug aus Hp1 Nr.: 32 WAS LANGE WÄHRT...)



Das BRAWA Modell:
Das Modell überzeugt durch seine Stimmigen Proportionen und Abmaße. Außenlangträger und Achshalterbleche haben den richtigen Abstand. Durchbrochene Kastenstützen, gedrehte Stirnwandrungen und viele einzeln angesetzte Teile wie Trittstufen und Griffstangen stellen eine vorbildliche Umsetzung ins Modell dar. Dennoch sind Korrekturen am Fahrwerk erforderlich.
Siehe auch Hp1 Eisenbahnmodellbau heute Heft 34 + 35.